


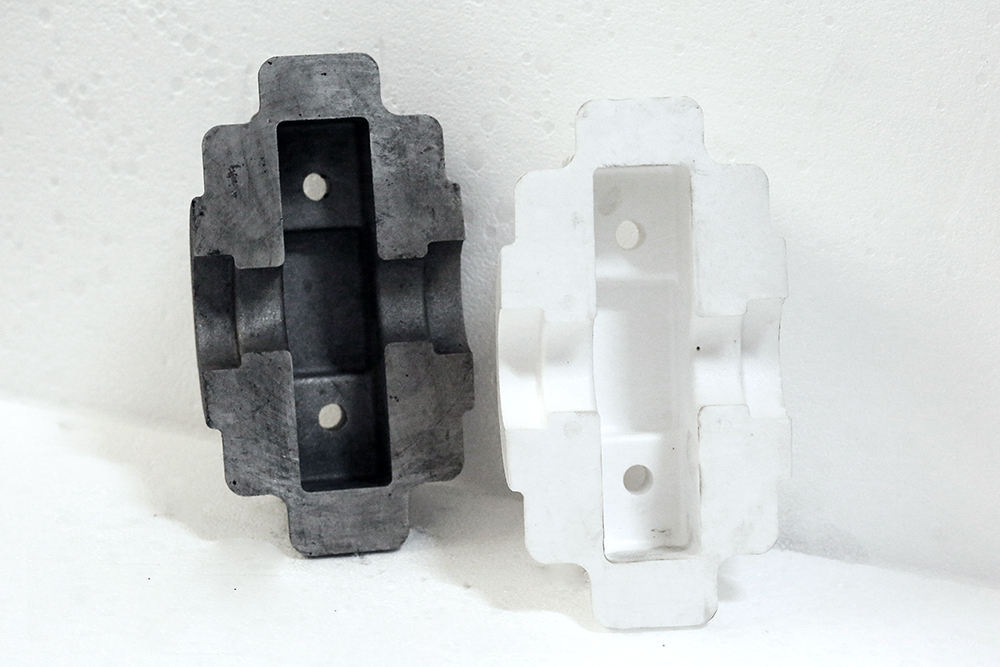
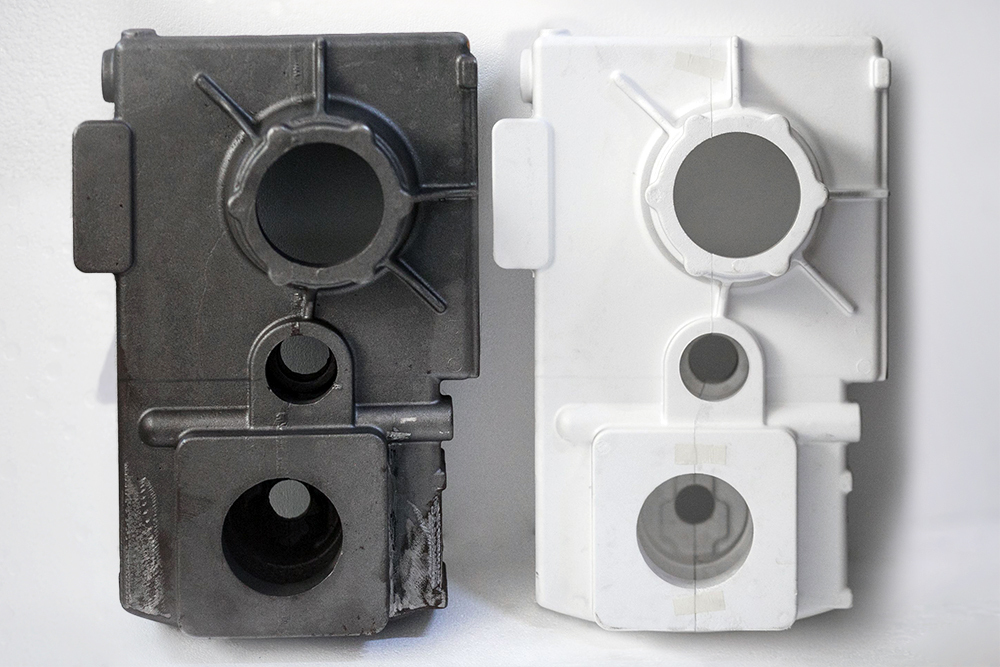
Деталь «Корпус»
Технология изготовления: ЛГМ
Масса отливки: 27 кг.
Материал: конструкционная сталь 30Л по ГОСТ 977-88.
Точность отливки: 9-0-0-9 по ГОСТ Р53464-2009.
Чистота поверхности: Ra 12,5.
Минимальные припуски на механическую обработку.
Отсутствие «стрежней» для формирования внутренних полостей по сравнению с ПГФ, ХТС.
Масса отливки: 27 кг.
Материал: конструкционная сталь 30Л по ГОСТ 977-88.
Точность отливки: 9-0-0-9 по ГОСТ Р53464-2009.
Чистота поверхности: Ra 12,5.
Минимальные припуски на механическую обработку.
Отсутствие «стрежней» для формирования внутренних полостей по сравнению с ПГФ, ХТС.
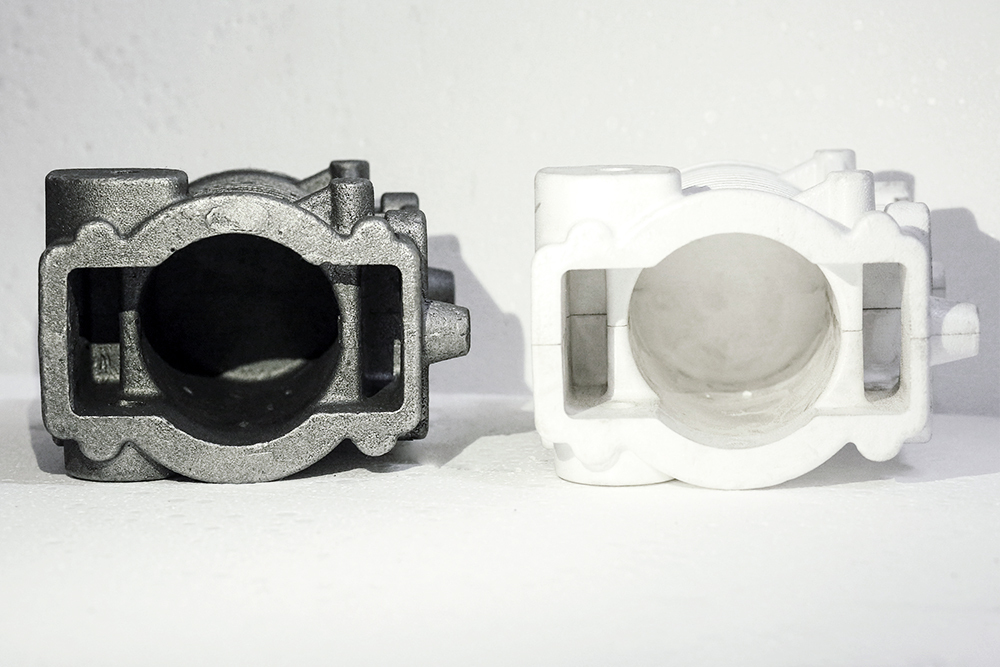
Деталь «Корпус»
Технология изготовления: ЛГМ
Масса отливки: 27 кг.
Материал: конструкционная сталь 30Л по ГОСТ 977-88.
Точность отливки: 9-0-0-9 по ГОСТ Р53464-2009.
Чистота поверхности: Ra 12,5.
Минимальные припуски на механическую обработку.
Отсутствие «стрежней» для формирования внутренних полостей по сравнению с ПГФ, ХТС.
Масса отливки: 27 кг.
Материал: конструкционная сталь 30Л по ГОСТ 977-88.
Точность отливки: 9-0-0-9 по ГОСТ Р53464-2009.
Чистота поверхности: Ra 12,5.
Минимальные припуски на механическую обработку.
Отсутствие «стрежней» для формирования внутренних полостей по сравнению с ПГФ, ХТС.
Деталь «Корпус»

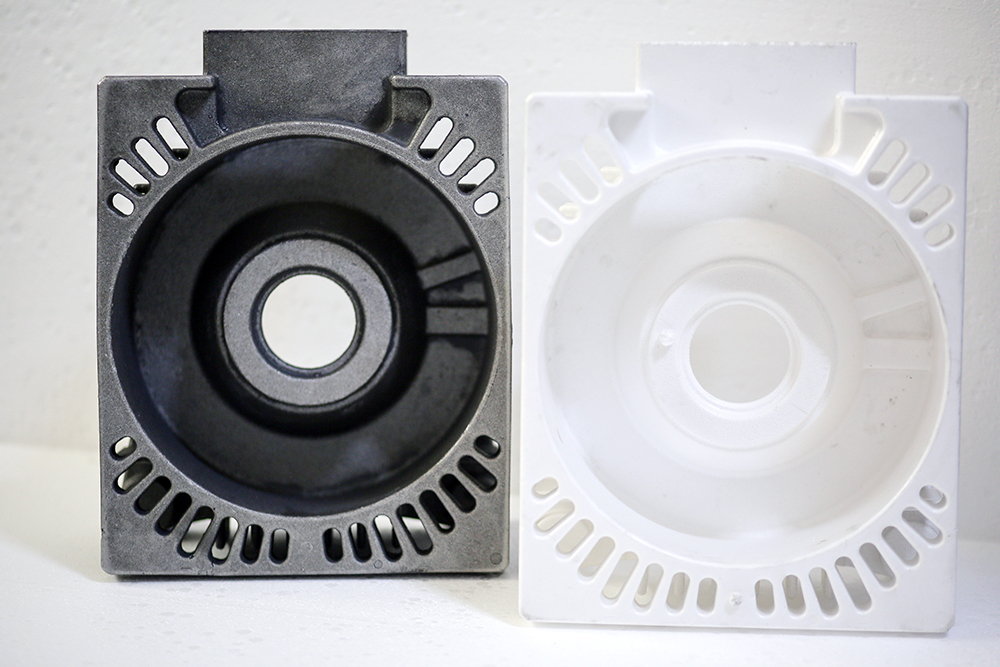
Деталь «Крышка картера двигателя»

Деталь «Рычаг»
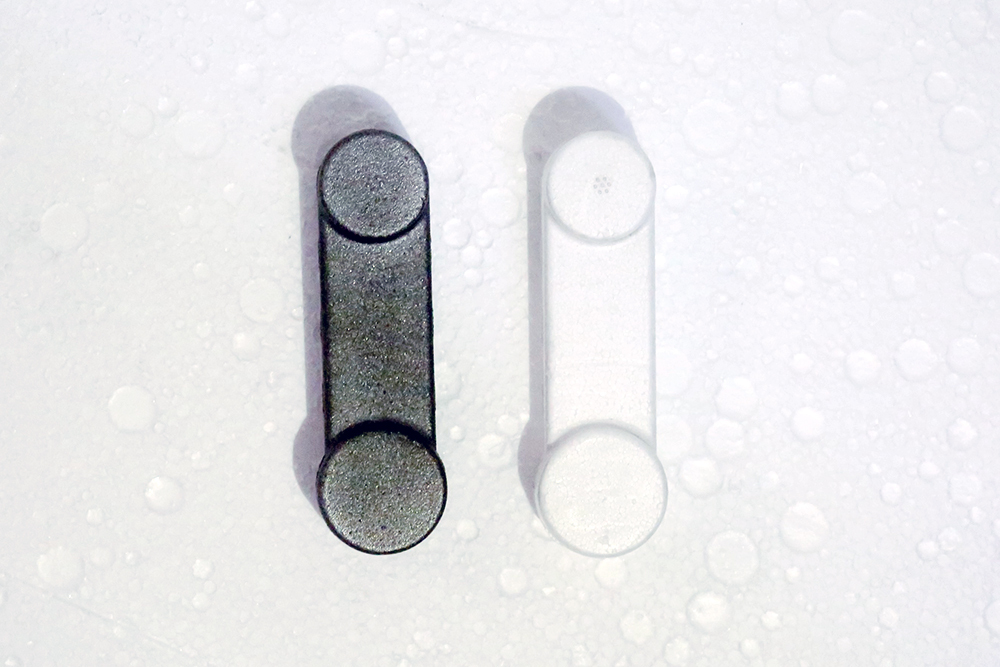
Деталь «Шатун»
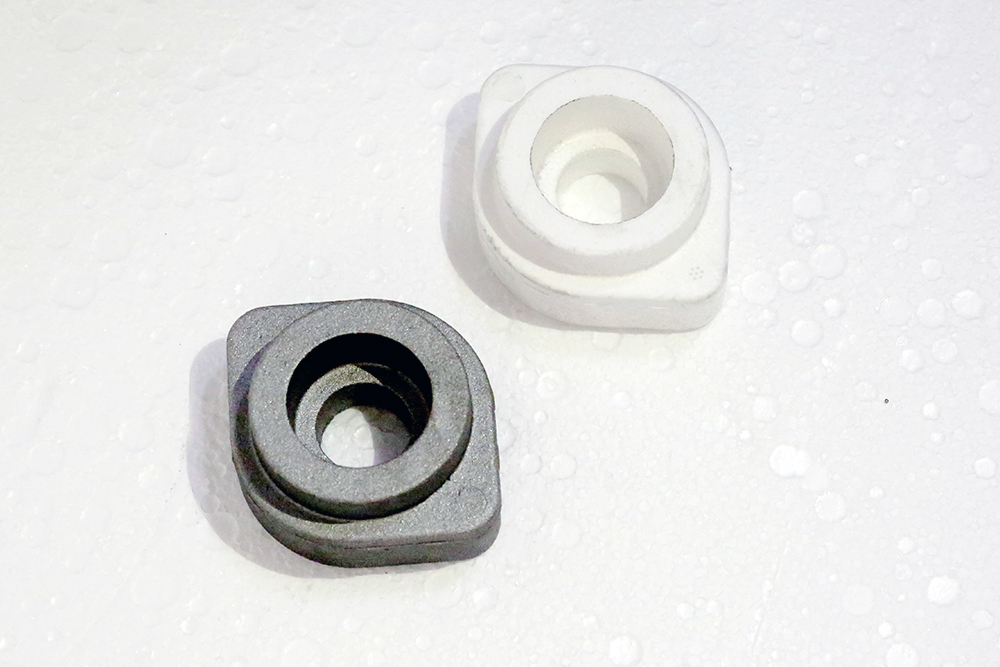
Деталь «Фланец»

Деталь «Вставка»

Деталь «Корпус двигателя компрессора»
Деталь «Корпус»
Деталь «Корпус раздаточной коробки»
Деталь «Корпус двигателя»

Деталь «Крышка картера двигателя»
ТехнологиЧЕСКИЕ ОСОБЕННОСТИ
ТехнологиЧЕСКИЕ ОСОБЕННОСТИ
- 1Технико-коммерческое предложение:3 рабочих дня с даты получения запроса.
- 2Подписание договора и технической документации сторонами:5 рабочих дней.
- 3Изготовление дюралюминиевой пресс-формы:50 рабочих дней с момента предоплаты.
- 4Изготовление опытной партии и сдача её ОТК заказчика:10 рабочих дней
- 5Изготовление первой серийной партии товарной продукции вместе с подготовкой производства:30 рабочих дней.
- 6Последующие серийные партии:до 20 рабочих дней, в зависимости от объёма.
Оставить заявку
